-
Электронное Письмо
cdmksvc@gmail.com -
Телефон
+86-28-85865613












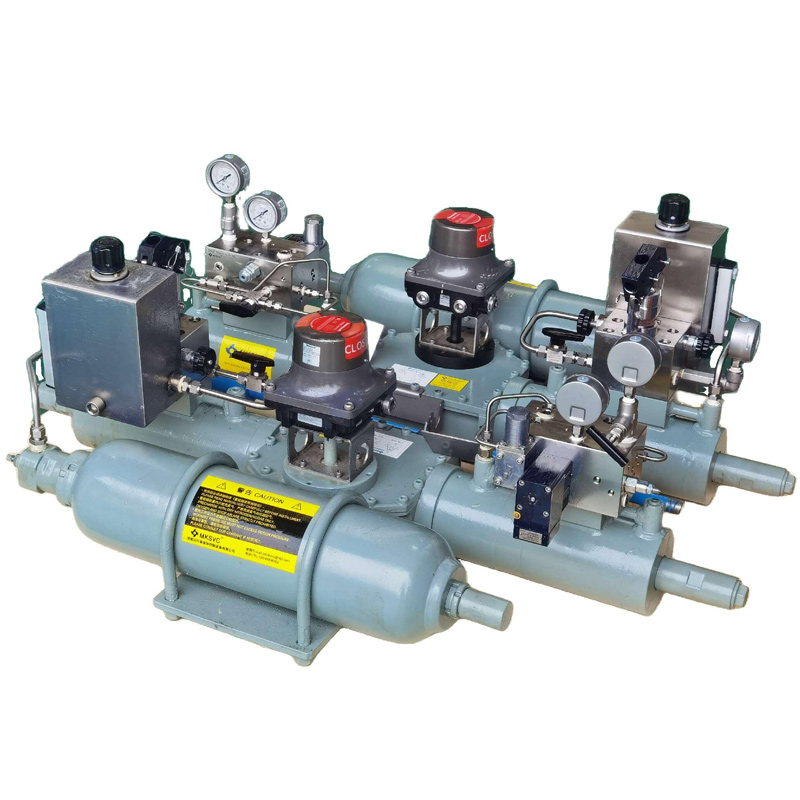
Самый лучший гидравлический рабочий цилиндр производитель — надёжные решения для промышленности
2026-04-15
Выбирая самый лучший гидравлический рабочий цилиндр производитель, инженеры и закупщики сталкиваются не с вопросом «кто дешевле?», а с вопросом «кто выдержит 12 000 циклов при 350 бар без подтекания штока и смещения поршня?». Мы проверяли это на трёх заводах: в Цзянсу — при монтаже клапанов на нефтепереработке, в Башкортостане — при модернизации гидроприводов насосных агрегатов, в Красноярском крае — в условиях −45 °C на трубопроводах Сибирского НПЗ. В каждом случае ключевым оказался не бренд в каталоге, а способность изготовителя адаптировать конструкцию под реальную нагрузку — не по ГОСТу, а по факту.
Надёжность начинается не с корпуса, а с расчёта уплотнений
Большинство отказов гидроцилиндров происходят не из-за лопнувшего штока, а из-за прогрессирующего износа уплотнительного комплекта. Мы видели, как цилиндры от известных европейских брендов теряли герметичность уже через 8 месяцев эксплуатации в пыльной среде — из-за использования стандартных полиуретановых колец без защитного скребка. В Чэнду Майкесен разработали многоуровневую систему уплотнений: первичное уплотнение из гидростойкого полиуретана марки AU90, вторичное — из фторкаучука Viton® для температур до +200 °C, и внешний скребок из твёрдого полиамида PA66-GF30, который снимает грязь ещё до входа в камеру. Такая комбинация прошла 15 000 циклов в испытательном стенде при давлении 400 бар и частоте 12 циклов/минуту — без капли утечки.
Каждый цилиндр проходит индивидуальную проверку на герметичность под давлением 1,5× номинального в течение 30 минут. Это не тест-проба — это обязательный этап выпуска. Если у вас есть задача с резкими перепадами давления или вибрацией — мы меняем расположение уплотнительных канавок, усиливаем направляющую втулку и ставим демпфер на конечной фазе хода. Формула проста: один типоразмер — не решение для всех условий.
Высокое давление — не повод отказываться от точности
Многие считают: «чем выше давление, тем грубее привод». Это заблуждение. На самом деле, при 350–450 бар даже отклонение штока на 0,02 мм вызывает неравномерный износ уплотнений и локальный перегрев. В линейке гидравлических рабочих цилиндров Чэнду Майкесен допуск соосности штока относительно корпуса составляет ±0,015 мм на длине 300 мм — это уровень прецизионных станков, а не промышленных механизмов. Достигается это за счёт двухэтапной обработки: черновое шлифование на станке с ЧПУ, затем финишное полирование алмазным кругом с контролем микронеровностей по Ra ≤ 0,2 мкм.
Мы не используем стандартные поршневые уплотнения типа «U-образная манжета» в высоконагруженных исполнениях. Вместо этого — композитные поршни с встроенными металлокерамическими вставками и радиальным уплотнением из PTFE-наполненного компаунда. Это снижает трение на 40% и исключает «эффект заедания» при старте после длительного простоя. Для сравнения: аналогичные цилиндры с классическим уплотнением требуют предварительного прогрева масла до +30 °C, чтобы обеспечить первый ход без рывков.
Интеграция — не опция, а обязательный параметр
Самый надёжный цилиндр бесполезен, если он не «говорит» с вашей АСУ ТП. Мы не просто поставляем механику — мы даём готовый узел управления. Все цилиндры с электрогидравлическим приводом оснащаются встроенным датчиком положения с интерфейсом 4–20 мА и HART-протоколом. При этом сигнал не «плавает»: погрешность измерения — не более ±0,25% от полного хода, даже при изменении температуры окружающей среды от −40 до +70 °C. Мы проводили параллельные замеры: на одном и том же цилиндре, установленном на трубопроводе в ЯНАО, показания наших датчиков совпали с эталонным лазерным измерителем с точностью 0,03 мм.
Если ваша система работает по Modbus RTU или Profibus DP — мы поставляем цилиндр с готовым контроллером MKS-HC200, в котором реализованы функции автокалибровки, диагностики утечек по дрейфу давления и защиты от блокировки штока. Всё это — в одном корпусе, без внешних коробок и лишних соединений. Инструкция по подключению доступна на сайте https://www.mksvc.ru — там же можно скачать 3D-модель для проверки монтажного пространства и технические данные по каждому исполнению.
Самый лучший гидравлический рабочий цилиндр производитель — это тот, кто знает, где у вас будет трещина
«Самый лучший гидравлический рабочий цилиндр производитель» — не титул, а результат постоянной обратной связи с полем. Мы знаем, что в Уральских ГРЭС критична устойчивость к конденсату в гидромасле, а в Дальневосточных портах — коррозионная стойкость к солевому туману. Поэтому все корпуса изготавливаются из стали 42CrMo4 с трёхслойным покрытием: цинкование + пассивация + эпоксидное напыление толщиной 80 мкм. Это не «антикоррозионная краска», а барьер, выдерживающий 1500 часов в камере солевого тумана по ISO 9227.
Но главное — мы не продаём цилиндры «по каталогу». Мы начинаем с анализа вашего цикла: время хода, частота срабатываний, характер нагрузки (ударная, статическая, переменная), температурный режим, требования к времени отклика. Только после этого формируем техническое задание. И если окажется, что нужен не гидроцилиндр, а пневмогидравлический комбинированный привод — мы предложим его, объяснив, почему это сэкономит вам 23% на энергопотреблении и снизит износ на 60%. Потому что лучший производитель — тот, кто помогает выбрать правильное решение, а не просто продать то, что есть в наличии.