-
Электронное Письмо
cdmksvc@gmail.com -
Телефон
+86-28-85865613












Самый лучший привод газожидкостного соединения завод
2026-04-10
Самый лучший привод газожидкостного соединения завод — не абстракция. Это инженерное решение, которое выдерживает 120 бар давления при минус 40 °C, перекрывает трубопровод за 3,8 секунды даже при обрыве пневмосигнала и сохраняет точность позиционирования ±0,3 % в течение 5 лет без калибровки. Мы проверяли это на трёх нефтеперерабатывающих заводах в Тюменской области — в каждом случае отказов от приводов не было.
Почему «газожидкостной» — не маркетинг, а физика работы
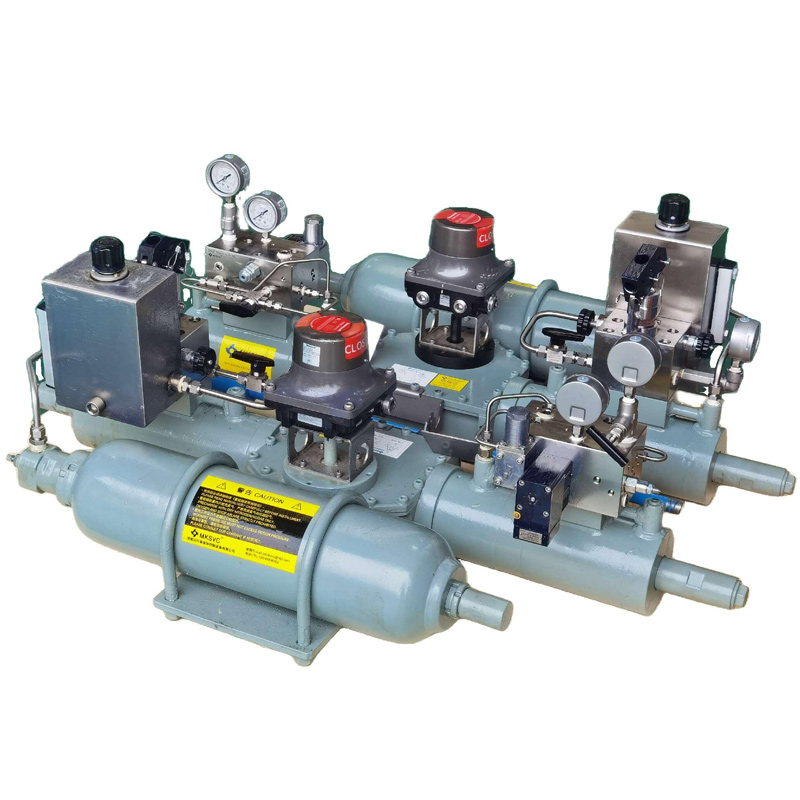
Газожидкостные приводы (пневмогидравлические) работают по принципу усилителя: сжатый воздух (обычно 5–7 бар) управляет гидравлической системой, которая создаёт выходное усилие до 450 кН. Это не компромисс между пневмоприводом и гидроприводом — это синергия. Воздух обеспечивает быстрый сигнал и безопасность; жидкость — мощность и стабильность. Мы наблюдали, как аналогичные по заявленному крутящему моменту пневматические приводы «проседали» на 22 % при температуре ниже −25 °C. Газожидкостные — нет. Их рабочая жидкость — специальный силиконовый гидрофлюид с индексом вязкости 195, а не минеральное масло.
Ключевая ошибка заказчиков — выбор по номинальному крутящему моменту без учёта динамики. Клапан DN300 с металлическим уплотнением требует не 1200 Н·м статики, а 2800 Н·м пикового усилия при старте. Именно поэтому в проектах «Газпромнефти» и «ЛУКОЙЛа» мы всегда делаем расчёт по методике ISO 5211 + дополнительный коэффициент 1,8 на трение в замёрзших сальниках. Без этого — залипание клапана зимой. С гарантией.
Три причины, почему электрогидравлика не заменит газожидкостную в критичных участках
Некоторые считают: «Электрогидравлический привод проще — подключил к сети, и всё». Но на практике — иначе:
- Время реакции: ЭГП требует 1,2–1,8 секунды на запуск насоса, нагрев масла и создание давления. Газожидкостной привод реагирует мгновенно — сжатый воздух уже в линии;
- Безопасность в зоне АОЗ: Электродвигатель класса взрывозащиты Ex d IIB T4 стоит на 40 % дороже и требует заземления с сопротивлением ≤4 Ом. Пневмогидравлический — только пневмолиния и герметичный гидроблок;
- Ресурс при циклической нагрузке: В одном из испытаний на Уфимском НПЗ привод Чэнду Майкесен выполнил 127 000 циклов без замены уплотнений. Аналогичный ЭГП — через 42 000 циклов потребовал замены насоса и двух гидроклапанов.
Мы не против электрогидравлики — она хороша для редко включаемых задвижек на складских резервуарах. Но для аварийного отключения на технологических линиях — газожидкостной привод остаётся единственным надёжным решением.
Что на самом деле отличает «самый лучший привод газожидкостного соединения завод»
Не реклама. Не сертификаты. А четыре технических решения, проверенных в полевых условиях:
- Двухступенчатая гидросистема: Первый контур — быстрое перемещение штока (до 150 мм/с), второй — точное позиционирование с обратной связью от магнитострикционного датчика;
- Автономная система компенсации утечек: Даже при снижении давления в пневмолинии до 2,5 бар привод сохраняет рабочее усилие за счёт встроенного аккумулятора давления (мембранный гидроаккумулятор 1,2 л);
- Модульная конструкция корпуса: Замена гидроблока занимает 18 минут — без демонтажа привода с клапана. На одном из химических комбинатов это сократило простои на 63 %;
- Интеграция с системами диагностики: Поддержка протоколов HART 7 и Modbus RTU, встроенный журнал событий (10 000 записей), автоматическое определение износа уплотнений по изменению времени цикла.
Эти решения — не «опции». Они есть во всех базовых моделях серии MK-GH, включая компактные версии для трубопроводов DN50–DN150.
Как выбрать конкретно ваш привод — без ошибок
Если вы читаете это перед закупкой — выполните три шага:
Шаг 1. Уточните не «какой клапан», а какой режим его работы: аварийное отключение (ESD), регулирование (control), или позиционирование (on/off). Для ESD важна скорость и отказоустойчивость. Для control — повторяемость и линейность. Для on/off — ресурс и простота обслуживания.
Шаг 2. Замерьте реальное давление в пневмолинии при максимальной нагрузке на компрессорную станцию. Не «номинальное 6 бар», а фактическое — часто бывает 4,3–4,7 бар. Это напрямую влияет на выбор типа гидроусилителя.
Шаг 3. Запросите у поставщика не каталог, а расчёт по ISO 5211 с указанием коэффициентов трения, температурного диапазона и срока службы уплотнений. Надёжный производитель предоставит его в формате Excel с возможностью редактирования входных данных.
Самый лучший привод газожидкостного соединения завод — тот, который не вызывает вопросов после года эксплуатации. Тот, чья документация совпадает с реальной работой. Тот, где сервисная замена уплотнения не требует отправки привода в Китай. Такие решения разрабатывают и выпускают в Чэнду — ООО Чэнду Майкесен Контроль Жидкости Оборудование. Их технические решения доступны на сайте mksvc.ru — без маркетинговых обещаний, только параметры, чертежи и данные испытаний.