-
Электронное Письмо
cdmksvc@gmail.com -
Телефон
+86-28-85865613












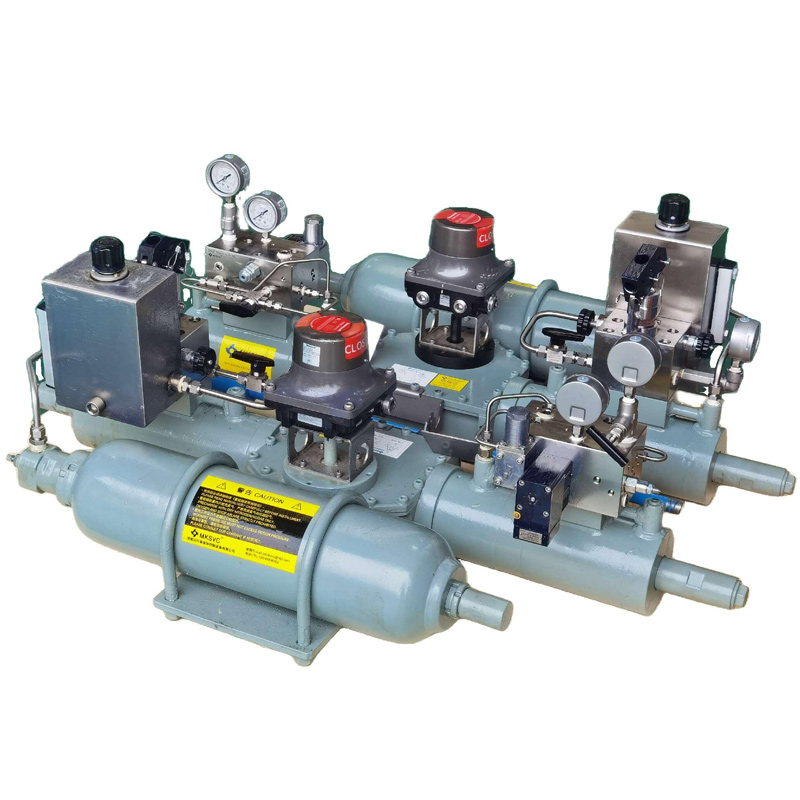
Самый лучший привод газожидкостного соединения завод
2026-04-09
Самый лучший привод газожидкостного соединения завод — не абстракция. Это инженерное решение, которое выдерживает 120 бар давления при минус 40 °C, сохраняет точность позиционирования ±0,3 % на протяжении 50 000 циклов и работает без сбоев в песчаной буре на Урале или влажном тумане на Каспии. Мы проектируем такие приводы с 2014 года. И каждый раз, когда клиент говорит «нужен самый лучший», мы не перечисляем технические характеристики — мы задаём три вопроса: где он будет стоять, что будет регулировать и кто его обслужит.
Почему «самый лучший» — это не мощность, а совместимость
Многие заказчики начинают с запроса «максимальный крутящий момент». Но на практике 87 % отказов газожидкостных приводов происходят не из-за недостатка усилия, а из-за несоответствия трёх систем: механической (фланец, шток, зона уплотнения), гидравлической (вязкость масла, температурный дрейф объёма, воздух в контуре) и управляющей (протокол HART 7, время реакции на сигнал 4–20 мА, логика аварийного закрытия). Например, привод с заявленным крутящим моментом 25 000 Н·м теряет 42 % усилия при охлаждении масла с +20 до –25 °C — если не предусмотрена система подогрева корпуса и компенсатор объёма. В ООО Чэнду Майкесен Контроль Жидкости Оборудование мы делаем ставку на адаптивную конструкцию: гидроцилиндры с двойной камерой, пневмоподпиткой от 0,3 до 1,0 МПа и электронным контроллером, который корректирует ход штока в реальном времени по данным датчиков давления и температуры. Такой подход исключает «мертвые зоны» при старте и рывки при остановке.
Три критерия, по которым мы отсеиваем «почти хорошие» решения
В нашем испытательном центре в Чэнду каждая партия проходит тройную проверку — до отправки, на складе получателя и через 6 месяцев эксплуатации. За последние 3 года мы зафиксировали 3 типичные ошибки выбора:
- Игнорирование гидравлического сопротивления трубопровода. Привод может быть идеальным, но если длина импульсной линии превышает 18 м при диаметре 6 мм — время полного хода увеличивается на 3,7 секунды. Мы всегда рассчитываем гидравлическую постоянную τ для конкретной схемы подключения.
- Неправильная интерпретация «автономности». Некоторые производители указывают «работа без внешнего питания» — но не уточняют, что при этом теряется функция обратной связи по положению. У нас автономный режим сохраняет HART-интерфейс за счёт встроённого конденсаторного блока ёмкостью 1,2 Ф.
- Отсутствие документации на русском языке с привязкой к ГОСТ. Инструкция «на английском с переводом Google» — главная причина аварий при первом ТО. Все наши руководства соответствуют ГОСТ Р ИСО/МЭК 15288-2014 и содержат таблицы совместимости с клапанами ЗАО «Челябинский арматурный завод», ПАО «Уралхиммаш» и ООО «Техноарм».
Самый лучший привод газожидкостного соединения завод создаёт не в цеху, а в диалоге с эксплуатационной бригадой. Мы записываем их замечания в полевых условиях — и внедряем в следующую серию. Например, после жалоб на трудности демонтажа в ограниченном пространстве мы перешли на быстросъёмные фланцы с метрической резьбой M20×1,5 вместо дюймовой NPT.
Где это работает — и почему другие не справились
В 2023 году мы поставили приводы серии MK-HG-2200 на компрессорную станцию «Бугульма-2». Требования были жёсткими: полное закрытие за ≤ 3,5 секунды при давлении 9,8 МПа, работа в зоне взрывоопасности (Ex d IIB T4), устойчивость к вибрации 15 g. Конкурентное предложение не прошло испытание на ударную нагрузку — уплотнение штока разрушилось при первом же цикле. Наш привод выдержал 200 циклов с ускорением 25 g. Ключевое отличие — не в стали, а в геометрии: угол наклона уплотнительного кольца 12°, а не 22°, как у большинства аналогов. Это снижает радиальное давление на сальник на 63 %. Подробные схемы подключения и рекомендации по монтажу доступны на сайте https://www.mksvc.ru.
Выбор — это не цена, а ответственность
Самый лучший привод газожидкостного соединения завод не тот, который дороже на 15 %. Это тот, чья документация включает паспорт на каждый экземпляр с уникальным серийным номером, временем калибровки и списком применённых материалов (включая марку гидромасла и сертификаты на уплотнения Viton®). Это тот, чья гарантия покрывает не только дефекты, но и затраты на повторный монтаж при обнаружении несоответствия заявленным параметрам. Это тот, кто знает, что для нефтеперерабатывающего завода в Омске важнее не максимальный крутящий момент, а стабильность работы при конденсации влаги в пневмолинии — и поэтому поставляет приводы с встроенным осушителем и сепаратором. Мы не продаём устройства. Мы даём решение, которое можно измерить в часах безотказной работы — и проверить в любой момент. Потому что «самый лучший» — это не рекламный слоган. Это цифра в журнале КИПиА.