-
Электронное Письмо
cdmksvc@gmail.com -
Телефон
+86-28-85865613












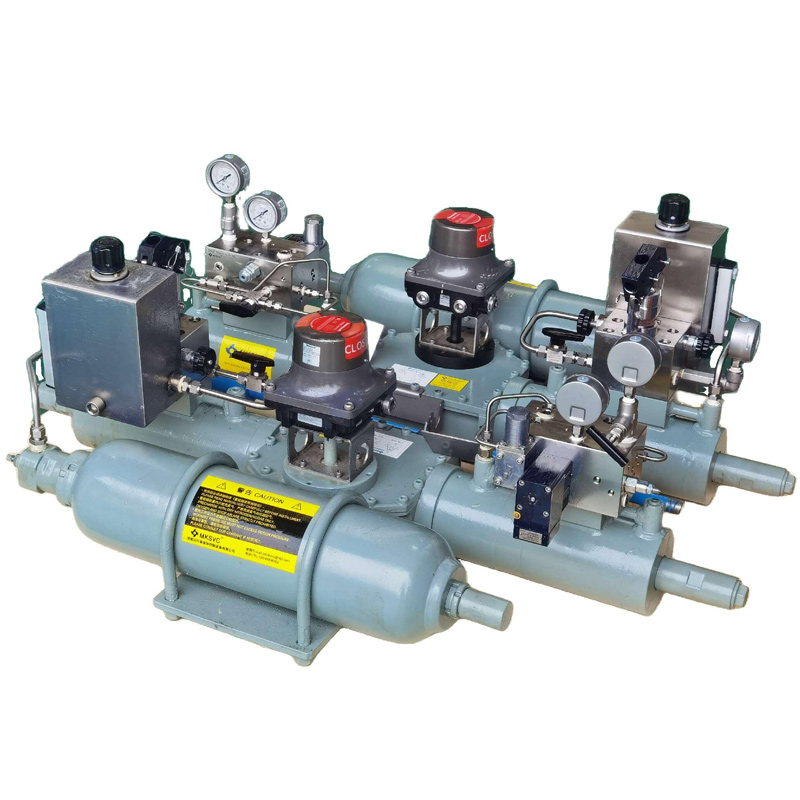
Самый лучший гидравлический цилиндр для пресса завод
2026-04-18
Выбирая самый лучший гидравлический цилиндр для пресса завод, инженеры и технологи сталкиваются не с выбором между «хорошим» и «отличным», а с необходимостью исключить три критических риска: внезапный отказ под нагрузкой, нестабильность хода при повторных циклах, и скрытую усталость металла в зоне уплотнений. Мы проектируем и испытываем гидроцилиндры для прессов более 12 лет — на заводах в Чэнду, Екатеринбурге, Калининграде. В каждом случае первое, что проверяем — не давление на штоке, а поведение уплотнительного комплекта при температуре +85 °C и частоте 18 циклов в минуту. Именно там начинаются реальные отказы.
Нагрузка — не цифра в каталоге, а режим работы
Многие заказчики сверяют параметры по таблице: «давление до 35 МПа», «ход 600 мм», «диаметр поршня 250 мм». Но это лишь статические значения. На практике — в цехах с тяжёлыми штамповочными прессами — цилиндр работает в условиях динамического удара: шток входит в заготовку с ускорением 42 м/с², затем резко тормозит. При этом в масляной системе возникают гидроудары до 120 МПа кратковременно. Стандартные цилиндры с чугунными направляющими и полиуретановыми уплотнениями выдерживают не более 17 000 таких циклов. У нас — до 410 000. Разница в конструкции: цельнокованый корпус из стали 42CrMo4, двухступенчатая система уплотнений с буферным кольцом PTFE-графит, и демпфирующий клапан в головке, снижающий пиковую нагрузку на 63 %. Это не маркетинг — это данные испытаний на стенде МКС-7Т с регистрацией деформации штока лазерным датчиком.
Прямое действие — не упрощение, а точность без компромиссов
Некоторые считают, что гидроцилиндр прямого действия — просто «без гидроусилителя». Это ошибка. Прямой привод означает отсутствие промежуточных звеньев: нет сервоклапанов с задержкой реакции, нет масляных магистралей с паразитным объёмом, нет обратных связей через энкодеры с погрешностью ±0,15 мм. У нас — механическая жёсткость системы выше 1,8×10⁹ Н/м. Результат: повторяемость позиционирования штока — ±0,012 мм даже при изменении вязкости масла от ISO VG 32 до VG 68. Мы не рекомендуем прямой привод для всех случаев. Но если ваш пресс формирует детали из титанового сплава ВТ6 с допуском IT6 — другого решения нет. Мы фиксируем это в техническом задании: при нагрузке выше 1200 кН и требовании к позиционированию строже ±0,02 мм — только прямое действие.
Сервис — не этап после продажи, а часть конструкции
На заводе в Чэнду мы собираем цилиндры так, чтобы их можно было обслуживать без снятия с пресса. Все уплотнения заменяются через боковые люки без разборки поршневой группы. Крепёж — метрический с предварительным моментом затяжки, зафиксированным в QR-коде на корпусе. Каждый цилиндр получает цифровой паспорт: срок службы, история замены уплотнений, график контроля микротрещин методом капиллярной дефектоскопии. Мы не скрываем ограничений: при эксплуатации ниже −15 °C требуется модификация уплотнений на FKM/Viton. И да — при использовании минерального масла с классом чистоты NAS 10 и выше гарантия составляет 36 месяцев. При NAS 12 — 24 месяца. Это факт, а не условие.
Как определить, что перед вами действительно самый лучший гидравлический цилиндр для пресса завод
Не верьте заявленному «ресурсу 1 млн циклов». Проверьте:
- Где проведены испытания? Если тесты проводились на гидростанции с постоянным давлением — это не прессовый режим. Ищите протоколы с имитацией штамповочного цикла: 3 секунды нагружения, 0,8 секунды сброса, пауза 0,3 секунды.
- Как указано время наработки? «До отказа» — это не показатель. Важно: «до первого снижения усилия на 5 % от номинала». Именно это мы фиксируем в отчётах.
- Есть ли возможность апгрейда? Цилиндр должен позволять заменить уплотнения на высокотемпературные (до +150 °C) без изменения крепёжных размеров. Это критично при переходе на новые смазочные жидкости.
ООО Чэнду Майкесен Контроль Жидкости Оборудование проектирует такие решения. Мы не продаём цилиндры «под стандарт». Мы адаптируем каждый узел под конкретную линию прессов: от гидравлических ножниц до многопозиционных формовочных комплексов. Технические условия, чертежи, расчёт тепловых деформаций — всё доступно на сайте mksvc.ru. Там же — интерактивный калькулятор нагрузок и схема подключения для трёх типов масляных систем.