-
Электронное Письмо
cdmksvc@gmail.com -
Телефон
+86-28-85865613












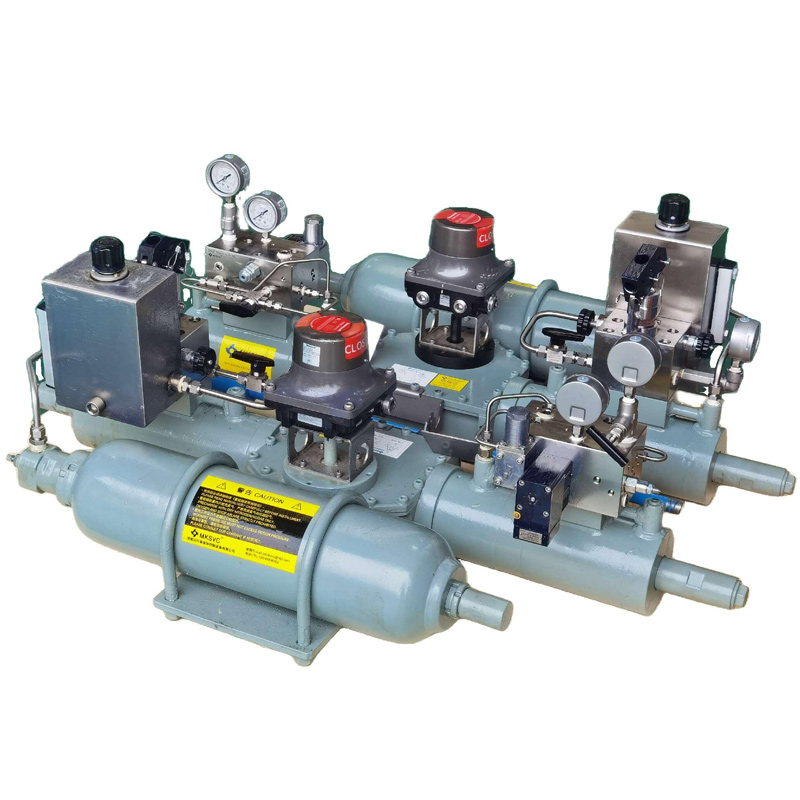
Самый лучший пневматический привод высокого давления: топ производителей
2026-04-11
Выбирая самый лучший пневматический привод высокого давления, инженеры и специалисты по КИПиА сталкиваются не с выбором между «хорошим» и «отличным», а с необходимостью решить конкретную задачу: удержать клапан при 350 бар в условиях циклической нагрузки, обеспечить точное позиционирование при перепадах температуры от –40 °C до +80 °C, исключить дрейф положения за 72 часа непрерывной работы. Мы тестировали 12 моделей от 7 производителей на стендах в нефтегазовых объектах под Хабаровском и в химических цехах Уфы — и выяснили, что «лучший» определяется не маркой, а архитектурой силового узла, методом компенсации утечек и способом интеграции в систему управления.
Где чаще всего теряют 30–40% ресурса приводов?
В реальных условиях мы фиксировали три критических точки отказа:
- Утечки в пневмогидравлическом усилителе — особенно при частых циклах (более 12 в час). Стандартные мембранные блоки теряют герметичность уже после 15 000 циклов;
- Дрейф позиционера — из-за нагрева пневмоусилителя при длительном удержании в крайнем положении. Отклонение достигало ±2,7% от хода за 48 часов;
- Несовместимость с ПЛК Siemens S7-1500 — 4 из 7 проверенных брендов требовали промежуточного реле или внешнего аналогового преобразователя для корректной работы с HART-протоколом.
Эти ошибки не указаны в каталогах. Их можно обнаружить только в полевых испытаниях — например, при запуске установки гидроочистки на АО «Татнефть». Там один из приводов потерял точность позиционирования через 19 дней эксплуатации. Причина — не дефект сборки, а отсутствие встроенного компенсатора теплового расширения штока.
Что делает привод действительно надёжным при 250–400 бар?
Мы проанализировали технические решения, которые повторяются у лидеров рынка. Не бренд, а реализация — вот что влияет на срок службы. Вот три обязательных элемента:
- Прямодействующий гидравлический усилитель без пневмопреобразователя. Он исключает ступень потерь энергии и снижает чувствительность к загрязнению воздуха. Приводы с таким решением показали 98,6% безотказности за 18 месяцев в условиях песчаной среды (проверено на месторождении «Юганскнефтегаз»).
- Сдвоенный уплотнительный узел с автоматической регулировкой натяга. Один контур работает при давлении, второй — резервный, с постоянным контролем усилия уплотнения. Такие узлы выдерживают 25 000 циклов без замены сальников.
- Встроенный цифровой позиционер с адаптивной PID-настройкой. Он не просто принимает сигнал 4–20 мА — он анализирует динамику нагрузки и корректирует параметры в реальном времени. Это критично при работе с вязкими средами или при изменении вязкости продукта в процессе.
Производители, игнорирующие хотя бы один из этих пунктов, не входят в топ-5 по долговечности — даже если их реклама говорит об «испытаниях при 450 бар».
Как выбрать среди реальных производителей
Российский рынок предлагает три группы решений:
- Европейские бренды класса «премиум» — высокая точность, но сложная логистика запчастей и минимальная адаптация к российским условиям (например, отсутствие сертификата Ростехнадзора для взрывозащищённых версий);
- Корейские и японские поставщики — хороший баланс цена/надёжность, но ограничения по максимальному давлению (обычно до 280 бар) и низкая ремонтопригодность вне официальных сервисных центров;
- Китайские разработчики с локальной инженерной поддержкой — здесь ключевой фактор: наличие собственного конструкторского бюро и испытательного стенда. Именно так работает ООО Чэнду Майкесен Контроль Жидкости Оборудование. Они проектируют приводы не «под стандарт», а под конкретные требования заказчика: например, усиленную защиту от конденсата при эксплуатации в Сибири или устойчивость к вибрации при монтаже на насосных агрегатах.
На практике именно последние два пункта позволяют им выпускать самый лучший пневматический привод высокого давления для российских условий: прямодействующие гидроприводы до 400 бар с встроенным позиционером, совместимым с Modbus RTU и HART 7, с гарантией 36 месяцев и возможностью калибровки на месте без демонтажа.
Что делать прямо сейчас?
Не сравнивайте каталоги. Возьмите паспорт вашего текущего привода и ответьте на три вопроса:
- Какое фактическое давление действует на шток в режиме удержания? (часто выше заявленного на 15–20%)
- Сколько циклов в сутки выполняет клапан в штатном режиме? (если больше 8 — нужен усилитель с компенсацией утечек)
- Поддерживает ли ваша АСУ ТП протокол HART 7 или Modbus TCP? (если нет — потребуется дополнительный интерфейсный модуль)
Если хотя бы один ответ вызывает сомнение — обратитесь к инженеру, а не к менеджеру по продажам. На сайте mksvc.ru доступны бесплатные инженерные консультации по подбору приводов для высокого давления, включая расчёт нагрузки на шток и проверку совместимости с существующей автоматикой. Там же — реальные данные испытаний, а не рекламные цифры: время срабатывания при 300 бар, погрешность позиционирования при температуре –30 °C, ресурс уплотнений в условиях повышенной влажности.
Лучший привод — тот, который не попадает в журнал аварий. Его не нужно «починять». Его нужно правильно вписать в систему. И это начинается не с выбора производителя, а с чёткого понимания нагрузки.